Lincoln Corsair: Rear End Sheet Metal Repairs / Removal and Installation - Rear Floor Panel Section
Special Tool(s) / General Equipment
| Scraper for Straight Edges | |
| Spherical Cutter | |
| Hot Air Gun | |
| Air Body Saw | |
| 8 mm Drill Bit | |
| MIG/MAG Welding Equipment | |
| Spot Weld Drill Bit | |
| Locking Pliers |
Materials
| Name | Specification |
|---|---|
| Seam Sealer TA-2-B, 3M™ 08308, LORD Fusor® 803DTM |
- |
Removal
.jpg) WARNING:
Electric vehicles damaged by a crash may have compromised
high voltage safety systems and present a potential high voltage
electrical shock hazard. Exercise caution and wear appropriate Personal
Protective Equipment (PPE) safety gear, including high voltage safety
gloves and boots. Remove all metallic jewelry, including watches and
rings. Isolate the HV system as directed by the Ford Emergency Response
Guide for the vehicle. Failure to follow these instructions may result
in serious personal injury or death.
WARNING:
Electric vehicles damaged by a crash may have compromised
high voltage safety systems and present a potential high voltage
electrical shock hazard. Exercise caution and wear appropriate Personal
Protective Equipment (PPE) safety gear, including high voltage safety
gloves and boots. Remove all metallic jewelry, including watches and
rings. Isolate the HV system as directed by the Ford Emergency Response
Guide for the vehicle. Failure to follow these instructions may result
in serious personal injury or death.
NOTICE: Sectioning may not take place within 50 mm of seats, restraints or suspension anchoring points. Failure to comply with this restriction may compromise vehicle structural integrity.
NOTICE: Battery electric vehicle (BEV), hybrid electric vehicle (HEV) and plug-in hybrid electric vehicle (PHEV) contain a high-voltage battery. Before cutting or welding near the high-voltage battery it must be removed to avoid damage.
NOTICE: The high-voltage battery in a Battery Electric Vehicle (BEV), Hybrid Electric Vehicle (HEV) or Plug-In Hybrid Electric Vehicle (PHEV) can be affected and damaged by excessively high temperatures. The temperature in some body shop paint booths can exceed 60° C (140° F). Therefore, during refinishing operations, the paint booth temperature must set at or below 60° C (140° F) with a bake time of 45 minutes or less. Temperatures in excess of 60° C (140° F) or bake durations longer than 45 minutes will require the high-voltage battery be removed from the vehicle prior to placing in the paint booth.
NOTICE: Electric Vehicle (EV), Hybrid Electric Vehicle (HEV) and Plug-In Hybrid Electric Vehicle (PHEV) vehicles contain a High Voltage Battery (HVB). Before welding near the HVB, the HVB must be removed to avoid heat damage.
NOTE: The floor panel is constructed of mild steel and may be sectioned at any point providing sectioning guidelines are met. However, it is recommended that floor panel sectioning take place over cross members to provide additional support to the repair.
-
Refer to: Health and Safety Precautions (100-00 General Information, Description and Operation).
WARNING:
Before beginning any service procedure in this
manual, refer to health and safety warnings in section 100-00 General
Information. Failure to follow this instruction may result in serious
personal injury.
Refer to: High Voltage System Health and Safety Precautions - Overview (100-00 General Information, Description and Operation).
-
Depower the SRS .
Refer to: Supplemental Restraint System (SRS) Depowering (501-20B Supplemental Restraint System, General Procedures).
-
Restore vehicle to pre-accident dimensions, if required.
Refer to: Body and Frame (501-26 Body Repairs - Vehicle Specific Information and Tolerance Checks, Description and Operation).
-
Remove the rear seat.
Refer to: Rear Seat (501-10B Rear Seats, Removal and Installation).
-
Remove the loadspace scuff plate trim panel.
Refer to: Loadspace Scuff Plate Trim Panel (501-05 Interior Trim and Ornamentation, Removal and Installation).
-
Disconnect modules, position aside the carpeting and the wiring harness away from the working area.
-
Remove floor pan drain plugs.
.jpg) |
-
Remove the seam sealer.
Use the General Equipment: Hot Air Gun
Use the General Equipment: Scraper for Straight Edges
.jpg) |
-
Remove the welds.
Use the General Equipment: Spot Weld Drill Bit
.jpg) |
-
Remove the welds and bracket.
Use the General Equipment: Spot Weld Drill Bit
.jpg) |
-
Remove the welds and bracket.
Use the General Equipment: Spot Weld Drill Bit
.jpg) |
-
Carefully mark and cut the floor pan only, do not cut into reinforcements or crossmembers.
Use the General Equipment: Spherical Cutter
Use the General Equipment: Air Body Saw
.jpg) |
-
NOTE: Pay particular attention to location of sealers and NVH material to aid in installation.
Remove the floor panel section.
.jpg) |
Installation
WARNING:
Electric vehicles damaged by a crash may have compromised
high voltage safety systems and present a potential high voltage
electrical shock hazard. Exercise caution and wear appropriate Personal
Protective Equipment (PPE) safety gear, including high voltage safety
gloves and boots. Remove all metallic jewelry, including watches and
rings. Isolate the HV system as directed by the Ford Emergency Response
Guide for the vehicle. Failure to follow these instructions may result
in serious personal injury or death.
NOTICE: Sectioning may not take place within 50 mm of seats, restraints or suspension anchoring points. Failure to comply with this restriction may compromise vehicle structural integrity.
NOTICE: Battery electric vehicle (BEV), hybrid electric vehicle (HEV) and plug-in hybrid electric vehicle (PHEV) contain a high-voltage battery. Before cutting or welding near the high-voltage battery it must be removed to avoid damage.
NOTICE: The high-voltage battery in a Battery Electric Vehicle (BEV), Hybrid Electric Vehicle (HEV) or Plug-In Hybrid Electric Vehicle (PHEV) can be affected and damaged by excessively high temperatures. The temperature in some body shop paint booths can exceed 60° C (140° F). Therefore, during refinishing operations, the paint booth temperature must set at or below 60° C (140° F) with a bake time of 45 minutes or less. Temperatures in excess of 60° C (140° F) or bake durations longer than 45 minutes will require the high-voltage battery be removed from the vehicle prior to placing in the paint booth.
NOTICE: Electric Vehicle (EV), Hybrid Electric Vehicle (HEV) and Plug-In Hybrid Electric Vehicle (PHEV) vehicles contain a High Voltage Battery (HVB). Before welding near the HVB, the HVB must be removed to avoid heat damage.
NOTICE: If refinishing cure temperatures exceed 60°C (140°F), the charge port light ring must be removed.
NOTE: The floor panel is constructed of mild steel and may be sectioned at any point providing sectioning guidelines are met. However, it is recommended that floor panel sectioning take place over cross members to provide additional support to the repair.
NOTE: Factory welds may be substituted with resistance spot welds or metal inert gas (MIG) plug welds. Resistance spot welds may not be placed directly over original location. The must be placed adjacent to original location and equal factory welds in quantity. Metal inert gas (MIG) plug welds must equal factory welds in both location and quantity.
-
Refer to: Health and Safety Precautions (100-00 General Information, Description and Operation).
WARNING:
Before beginning any service procedure in this
manual, refer to health and safety warnings in section 100-00 General
Information. Failure to follow this instruction may result in serious
personal injury.
Refer to: High Voltage System Health and Safety Precautions - Overview (100-00 General Information, Description and Operation).
-
Create sectioning piece from the replacement floor panel to fit repair and drill holes for plug welds.
Use the General Equipment: Spherical Cutter
Use the General Equipment: Air Body Saw
Use the General Equipment: 8 mm Drill Bit
.jpg) |
-
Install, properly position and clamp the floor panel section.
Use the General Equipment: Locking Pliers
.jpg) |
-
Install the welds.
Use the General Equipment: MIG/MAG Welding Equipment
.jpg) |
-
Install the bracket and welds.
Use the General Equipment: MIG/MAG Welding Equipment
.jpg) |
-
Install the bracket and welds.
Use the General Equipment: MIG/MAG Welding Equipment
.jpg) |
-
Metal finish as required using typical metal finishing techniques.
-
Install NVH material (obtain locally) in areas noted during removal.
.jpg) |
-
Seam Sealing:
All seams must be sealed to production level.
Material: Seam Sealer / TA-2-B, 3M™ 08308, LORD Fusor® 803DTM
.jpg) |
-
Refinish using a Ford approved paint system.
-
Install drain plugs.
|
-
Restore corrosion protection.
Refer to: Corrosion Prevention (501-25 Body Repairs - General Information, General Procedures).
-
Install the rear seat.
Refer to: Rear Seat (501-10B Rear Seats, Removal and Installation).
-
Install the loadspace scuff plate trim panel.
Refer to: Loadspace Scuff Plate Trim Panel (501-05 Interior Trim and Ornamentation, Removal and Installation).
-
Reposition the carpeting, wiring harnesses and reconnect modules .
-
Repower the SRS
Refer to: Supplemental Restraint System (SRS) Repowering (501-20B Supplemental Restraint System, General Procedures).

 Removal and Installation - Rear Side Member
Removal and Installation - Rear Side Member
Special Tool(s) /
General Equipment
Resistance Spotwelding Equipment
8 mm Drill Bit
MIG/MAG Welding Equipment
Spot Weld Drill Bit
Locking Pliers
Materials
Name
Specification
Seam SealerTA-2-B, 3M™ 08308, LORD Fusor® 803DTM
-
Removal
WARNING:
Electric vehicles damaged by a crash may have compromised
high voltage safety systems and..
Other information:
Lincoln Corsair 2020-2024 Owners Manual: Automatic High Beam Control Indicators. Overriding Automatic High Beam Control
Automatic High Beam Control Indicators The indicator illuminates to confirm when the system is ready to assist. Overriding Automatic High Beam Control WARNING: The system does not relieve you of your responsibility to drive with due care and attention. You may need to override the system if it does not turn the high beams on or off. WARNING: You may need to override the system when approac..
Lincoln Corsair 2020-2024 Service Manual: Removal and Installation - Front Seatbelt Retractor and Pretensioner
Removal WARNING: The following procedure prescribes critical repair steps required for correct restraint system operation during a crash. Follow all notes and steps carefully. Failure to follow step instructions may result in incorrect operation of the restraint system and increases the risk of serious personal injury or death in a crash. NOTE: Removal steps in this procedure ..
Categories
- Manuals Home
- 1st Generation Lincoln Corsair Owners Manual
- 1st Generation Lincoln Corsair Service Manual
- Changing a Road Wheel
- Interior Lamps
- Remote Start Settings
- New on site
- Most important about car
Information on P Type Tires
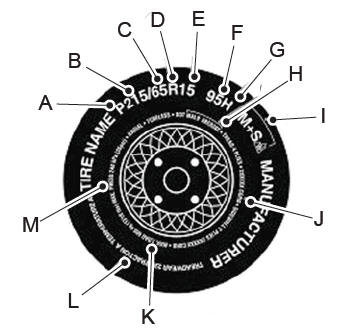
P215/65R15 95H is an example of a tire size, load index and speed rating. The definitions of these items are listed below. (Note that the tire size, load index and speed rating for your vehicle may be different from this example.)
P: Indicates a tire, designated by the Tire and Rim Association, that may be used for service on cars, sport utility vehicles, minivans and light trucks. Note: If your tire size does not begin with a letter this may mean it is designated by either the European Tire and Rim Technical Organization or the Japan Tire Manufacturing Association. 215: Indicates the nominal width of the tire in millimeters from sidewall edge to sidewall edge. In general, the larger the number, the wider the tire. 65: Indicates the aspect ratio which gives the tire's ratio of height to width. R: Indicates a radial type tire. 15: Indicates the wheel or rim diameter in inches. If you change your wheel size, you will have to purchase new tires to match the new wheel diameter. 95: Indicates the tire's load index. It is an index that relates to how much weight a tire can carry. You may find this information in your owner’s manual. If not, contact a local tire dealer.